Правильная пайка медных труб и электрических проводов
Если вы собрались монтировать водопровод у себя в доме, но не можете определиться, какие выбрать трубы, то стоит обратить внимание на устройство водопровода с медными трубами. Такие трубы, в отличие от стальных труб, практически не поддаются коррозии, экологически чисты. Единственным недостатком медных труб является то, что для качественного водопровода их придется паять. Можно, конечно, выбрать другой вариант сборки медных труб с использованием обжимных фитингов, но хотя такой способ и быстрее, однако он гораздо менее надежен и непрактичен, чем пайка.
Непрофессионалу пайка медных труб сначала может показаться сложной задачей, но чтобы получились идеально герметичные соединения, успеха домашнему мастеру поможет добиться небольшая практика и дельные советы.

Место для пайки меди
Работу по пайке медных труб легче всего выполнять на верстаке, здесь нужно собрать и пропаять как можно больше соединений, а потом устанавливать собранную конструкцию на место. Чтобы зафиксировать трубы до конца пайки всех соединений вам понадобятся специальные подвески – трубные кронштейны, скобы или хомуты для крепления. Из-за того, что в контактирующих местах будут проходить электрохимические реакции, важно, чтобы подвески были тоже медными, либо пластиковыми.
Важно! Всегда следует работать только с сухой трубой, поскольку вода при нагревании трубы превратится в пар, который может выдуть припой из соединения и весь процесс придется повторять сначала.
Умение паять медь пригодится вам и при восстановлении обрывов в медных кабелях различного назначения.
Какие материалы и инструменты вам понадобятся для пайки
Для работ по пайке медных соединений вам понадобятся такие инструменты:
- ножовка по металлу, а еще лучше – труборез, с ним вам работать будет легче. Если вы не собираетесь заниматься пайкой медных труб профессионально, можно ограничиться ножовкой по металлу;
- напильник для зачистки труб от заусенец;
- шкурка для удаления оксидной пленки;
- кисть для нанесения флюса;
- горелка для пайки. Если не хочется тратить лишние деньги на горелку, то можно пользоваться паяльной лампой, но все же горелкой выполнить эту работу проще и удобнее, результат получается качественней и красивее;
- паяльник (бытовой), если вам нужно паять медный провод сечением до 4 кв/мм;
- металлическая щетка;
И наконец, вспомогательные материалы, которые понадобятся для пайки:
- сами медные трубы (их метраж рассчитывают по предварительно нарисованной схеме). Учтите, что можно приобрести медные трубы с изоляцией из ПВХ, но тогда придется снимать ее в местах соединения в процессе пайки;
- фитинги под пайку для медных труб, то есть различные угольники, муфты и тройники. Их также подбирают в соответствии со схемой будущего водопровода, только не перепутайте их с обжимными фитингами;
- медный провод, например, если нужно паять электропроводку в доме;
- припой для пайки меди;
- многокомпонентный флюс для пайки (который имеет свойства очищать металл) или кислота, если будет применяться химическое травление, для удаления оксидов с металлической поверхности.

Подготовка соединений для пайки
Основное условие для осуществления пайки – наличие постоянного зазора между деталями. Поэтому скрепляемым поверхностям необходимо придать цилиндрическую форму. Крайне важно, чтобы детали не имели дефектов, возникающих при нарезке труб, то есть не было заусенцев, деформации материала, неровных срезов. Избежать образования таких дефектов можно, если делать срезы трубы максимально ровно, а потом концы зачистить напильником.
Появившиеся дефекты после пайки устраняются ручным шаблоном, а очистку от окисной пленки, механических загрязнений выполняют с помощью наждачной шкурки, металлической щетки, в конце очистки поверхность протирают сухой тряпкой. Такая тщательная очистка основания способствует прочности соединения. Любые примеси на металле будут мешать смачиванию поверхности соединяемых деталей, уменьшению текучести припоя. Вследствие этого припой будет распределяться по поверхности не равномерно, а это в свою очередь может неудовлетворительно влиять на качество пайки.
Флюс и припои
После очистки поверхности для спайки можно переходить к нанесению флюса. Он представляет собой смесь слабой кислоты и вазелина в форме пасты, наносится на поверхности кистью, для чего окуните кисть во флюс и покройте им зачищенный конец медной трубы (если это кабель, то обрабатывается припоем только медная жила). Затем вставьте кисть в гнездо фитинга и обработайте внутреннюю его поверхность. Это нужно сделать для предупреждения образования окислов на металле перед пайкой или во время пайки.
Во время работы с трубами и фитингами старайтесь не касаться пальцами зачищенных поверхностей, поскольку жир с рук может так испачкать поверхности, что в зазор между трубой и фитингом не будет затекать припой. Много флюса наносить не рекомендуется, так как при нагреве он будет стекать с поверхности и повлечет за собой растекание излишков припоя по трубе и фитингу. Далее трубу нужно вставить в фитинг и провернуть несколько раз для более равномерного распределения флюса по поверхностям.
Флюс – агрессивная субстанция, поскольку он изготавливается на основе хлоридов алюминия или цинка, поэтому излишнее количество флюса нежелательно, его излишки удаляют сухой ветошью.
Припои влияют на качество и прочность пайки, чаще всего применяют сразу несколько марок припоев.
1. Для твердой пайки в качестве флюса применяют буру, которую смешивают с водой до состояния вязкой кашицы.
2. Припоями в виде проволоки диаметром 2-3 мм удобно работать при капиллярном соединении.
3. Для осуществления мягкой пайки используют припои с содержание олова и серебра.
Стоит отметить, что в медных трубах для питьевой воды нельзя применять свинцовые припои.
При твердой пайке применяют медно-фосфорный или медно-фосфорный с серебром. Высокой пластичностью, прочностью и коррозийной устойчивостью обладают серебряные припои, они более дорогие, выпускаются в форме прутков диаметром 2-3 мм, но результат такой пайки намного лучше чем с использованием свинца или буры.
Мягкая и твердая пайка меди
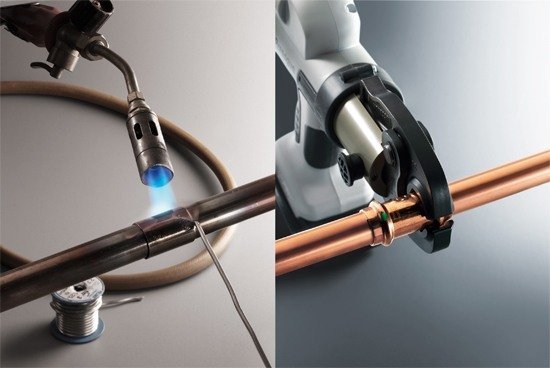
При мягкой пайке нагрев соединений осуществляют горелками пропан-воздух или пропан-бутан-воздух. Для равномерного нагрева всего соединения пятно контакта пламени с поверхностью постоянно перемещают. Во время перемещения время от времени касаются прутком припоя до капиллярного зазора. При спаивании медных проводов электропаяльником, процесс примерно тот же, только вместо газовой смеси используется раскаленное жало паяльной станции.
Во время касания прутком припоя контролируют процесс плавления, если он не происходит, нагрев продолжают. Не забывайте о том, что можно перегреть какой-то отдельный участок соединения, поэтому необходимо перемещать пламя. С началом плавления припоя пламя следует отвести в сторону, а припою позволить заполнить капиллярную щель - так монтажный зазор автоматически заполнится полностью вследствие капиллярного эффекта. Излишнее количество припоя не только неоправданное расточительство, но оно может затечь внутрь соединения, что нежелательно.
Твердую пайку производят газопламенным нагревом с использованием пропан-кислорода или ацетилен-воздуха. Спаечный шов получается очень прочный, поэтому его можно делать несколько меньше (уже по ширине), чем при мягкой пайке. Этот вид пайки требует большего мастерства и опыта, иначе можно перегреть металл, а то и допустить его разрывы.
Пламя горелки устанавливают в нейтральное положение, оно должно быть небольшой величины и иметь синий цвет. Газовая смесь из кислорода и газообразного топлива сбалансируется таким образом, чтобы пламя, нагревая металл, не сплавляло моментально медь с заготовки. Поэтому, спаиваемые трубы равномерно нагревают по длине соединения и окружности до темно-вишневого цвета, но только не до температуры плавления металла.
Несмотря на то, что работа с медными трубами и проводами требует аккуратности и внимания к мелочам, это отношение с лихвой окупится долговечностью вашего водопровода или электропроводки. Но все же рекомендуется пройти несколько тестов по пайке меди. Желательно, перед тем как делать ответственные швы, попробовать спаять 10-15 швов на отдельных кусках труб или медной проволоки. После того как навыки пайки выработаются, можно приступать к ответственным спаечным работам.
Обязательно, после пайки медных труб необходимо сделать тестовую опрессовку контура водопровода или отопления под давлением 3-4 атм. С проводкой тестирование места пайки проходит проще, главное чтобы не было мелких трещин, пор и неоднородных мест спаивания.
Читайте также:



