М-Конструктор - производство металлоформ для ЖБИ









Изготовление металлоформ происходит с соблюдением ГОСТ и с учетом пожеланий заказчика к конструкции формы. Конструкторское бюро имеет большой архив чертежей на стандартные железобетонные изделия, а при необходимости разработает для вас конструкторскую документацию для нестандартного ЖБИ.
"М-Конструктор" имеет несколько производственных площадок, позволяющих изготавливать крупногабаритные и многотоннажные изделия, а наличие собственной металлобазы существенно сокращает сроки производства.
Новости компании
Специалисты бетонной и сборной железобетонной промышленности из разных регионов и стран соберутся в Хабаровске для участия в XIV Международной научно-практической конференции «InterConPan-2024: инновации для индустриального домостроения». Второй год подряд руководство великолукского завода «М-Конструктор» принимает участие в этом мероприятии, на этот раз еще и в статусе партнера.
В 2023 г. местом проведения InterConPan был выбран Новосибирск, с которым машиностроителей из Великих Лук связывает долгое сотрудничество, в частности, с компанией «Брусника», на производственные мощности которой состоялся выезд участников конференции. Руководство завода презентовало линию формования преднапряженных плит перекрытия и портальный бетонораздатчик «М-Конструктор», установленные на предприятии.
В 2024 г. году InterConPan переезжает в Хабаровск, чтобы встречать гостей 16-17 апреля. В насыщенной деловой программе первого дня, в рамках пленарного заседания (конференц-зал, 1-й этаж), примет участие коммерческий директор завода Артем Багнюк с докладом «Сравнение кассетных установок европейского типа и СМЖ», основанным на опыте «МК» в производстве этих типов машин. В дискуссии по затронутой проблематике примет участие директор по производству Эдуард Багнюк. Выступление запланировано на 13.00 по местному времени.
Также у руководства компании запланировано посещение производственных мощностей ООО «АмурСтройМеханизация».
Приглашаем партнеров и потенциальных заказчиков принять участие в InterConPan-2024!
16-17.04, Хабаровск, Амурский бульвар, д.2, гостиница «Интурист».
Вечер был достаточно теплым и безветренным. На землю спускались легкие сумерки, вместе с которыми зажглись фонари. Сначала в парке, затем вдоль проспекта, а следом, словно перенимая эту эстафету, засветились дремавшие на ходу троллейбусы и трамваи, приветствуя друг друга искрами токоприемников...
Невозможно представить современный большой город без электрического общественного транспорта и контактной сети для его питания. Если это воздушная контактная сеть, то провода, тросы и арматура крепятся на специальных железобетонных стойках, при формовании которых применяется технология центрифугирования. Но сначала должны быть изготовлены сами металлоформы. И сделать это может великолукский завод «М-Конструктор».
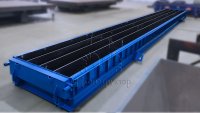
Формы стоек конических (ФСНЦ) имеют общую длину 12,3 м. Состоят из четырех 3-х метровых секций круглой формы, между которыми установлены ролики, предназначенные для опирания формы на центрифугированную установку. Со стороны вершины формы расположен ограничитель длины готового изделия. Натяжение арматуры осуществляется с помощью торцевых крышек.
В комплектацию входят съемные пустотообразователи на магнитах, выполненные из полиэтилена высокой плотности, который имеет минимальное прилипание с бетонной смесью. Как итог, формование без использования разделительной смазки.
Сложность при изготовлении таких стоек заключается не только в большом объеме токарных и фрезерных работ высокой точности, но и в конечной сборке секций, после чего вся конструкция устанавливается на ролики и вращается, проходя проверку на биение с максимальным допуском по биению до 5 мм. Заводские испытания фиксируют вдвое меньший показатель.
Перед формованием стойка ФНСЦ разбирается на две части по длине. Рабочие поверхности обрабатываются гидрофобной смазкой, арматура укладывается в форму, и осуществляется её натяжение, укладывается необходимая порция бетонной смеси, форма закрывается ответной частью, натяжение арматуры передается на саму форму.
Следующий этап – это перемещение на центрифугу, где форма начинает вращаться, постепенно набирая обороты, выходя на максимум 700 об/мин и продолжая так вращаться на протяжении 100 минут. Бетонная смесь равномерно распределяется и уплотняется на стенках формы, образовывая полость в центральной части изделия. Затем форма перемещается в тепловую камеру, где бетон созревает, набирая распалубочную прочность.
Готовые железобетонные стойки имеют длину 12 м, диаметр комля 373 мм, диаметр вершины 200 мм и войдут в состав контактной сети, чтобы трамваи и троллейбусы, искря, приветствовали друг друга.
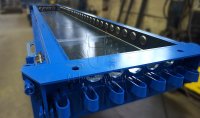
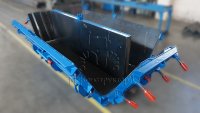
Кассетный метод находит все большее применение у производителей ЖБИ, что отражается и на проектах завода «М-Конструктор». Сегодня говорим про объемные вентблоки и КУ европейского типа, с которой при полной загрузке можно снять разово восемь изделий в двух толщинах: 300 мм двухканальный и (или) 400 мм трехканальный. Высота и ширина будут одинаковыми и составляют 2980х910 мм соответственно.
При таком количестве формуемых изделий применяют конструкцию с одной рабочей стороной. КУ состоит из двух рабочих отсеков на 4 формовочных места каждый. Опорой установки служит боковая неподвижная секция, она же – формующая поверхность вентблоков и проходная галерея для обслуживающего персонала. С противоположной стороны от нее находится центральная разделительная секция и крайняя секция, также формующая, с механизмами – мотор-редукторами, перемещения и стяжки щитов тепловых.
Посадочные места организованы при помощи рамы опорной, системы бортов и поддона. Конструктивные особенности последних позволяют формовать торцевые поверхности, менять толщину изделия, фиксировать борта в формовочном положении, осуществлять легкую распалубку за счет своей подвижности. Поддон с силиконовым уплотнителем по периметру прилегания к нему бортов и пуансонов.
Фиксацию бортов в формовочном положении выполняют стяжки и фиксаторы – пластины в верхней и в центральной части бортов. Также фиксаторы выполняют защитную функцию, препятствуя попаданию бетонной смеси во внутреннюю часть отсека.
Под формующей поверхностью теплового щита находится тепловой регистр, рассчитанный на работу с горячей водой или паром. На поверхности изделия температура 60 ̊С. Автоматическая система управления циклом ТВО не предусмотрена.
Также внутри щита по схеме «2х2 » установлены площадочные вибраторы. В целом управление системой вибрации, включающей в себя вибраторы центральной и крайней секций, вынесено на отдельный щит, внутри которого частотные преобразователями, а на лицевой панели элементы индикации.
Управление основными операциями КУ осуществляется с пульта управления, установленного на секции центральной и продублировано радиопультом оператора.
Изменение толщины обеспечено сменными пуансонами – элементами формовки каналов вентблока, а также установкой накладок на борта и сменными поддонами. Общее количество пуансонов в такой комплектации – 16. Для их хранения предусмотрена специальная площадка. В формовочном положении фиксация пуансонов происходит при помощи индивидуальных траверс. По периметру установки располагается площадка обслуживания.
В такой комплектации разово максимально формуются 8 вентблоков в одной толщине или по 4 в каждом отсеке в одной из толщин. Пуансоны после распалубки перемещаются на площадку хранения для подготовки к следующему формованию, а их место занимают другие восемь. КУ предназначена для работы с бетоном марок В15, В 22 и В25 подвижностью П4.
Контакты и схема проезда
+7 (81153) 6-XX-XX
Великие Луки, Новоселенинская, д. 15